Projet S6
Prise d'escalade
Démarche innovante dans le domaine de la plasturgie
“L’effet de l'extérieur à l'intérieur”

Professeur encadrant : M. CECCHET
M. CAVALUCCI
PL3
CASTANET Adrien
GALAN Léa
DELACÔTE Antonin
I- Définition du projet
a) Contexte
A la fin du XVIII siecle, l’alpinisme “scientifique” se développe dans les Alpes afin d’effectuer des recherches en altitude. Certains alpinistes ayant pour objectif d’effectuer l’ascension de sommets délicats estiment nécessaire de s'entraîner toute l’année pour avoir une meilleure préparation. De nombreux clubs alpins se développent donc dans plusieurs pays européens et aux États-Unis.
A la fin du XIX siècle, les alpinistes commencent à s'intéresser à la discipline de l'escalade en la dissociant de l'ascension d'une montagne.
Lors de la popularisation de l’escalade dans les années 60, l'évolution technologique a amené les plus adeptes des grimpeurs à créer leur propre mur d’escalade. Par manque de savoir-faire à l’époque, les formes des murs étaient permanentes et devenaient lassantes au fil du temps. De cette lassitude est née la création de prises amovibles sur des murs adaptés à cette utilisation, à l’aide de vis et d’insert directement installés dans le mur. De ce fait, l’imagination débordante des grimpeurs pouvait être retranscrite sur les murs en déplaçant les prises à leur guise.
Aujourd’hui l'objectif premier des producteurs de prises d'escalade est d’obtenir une surface de prise se rapprochant le plus de celle expérimentée en falaise pour ne pas dégrader l'expérience de la grimpe originelle. Le choix de la roche à reproduire est crucial, en effet celle-ci va directement influencer la texture de la prise d’escalade à fabriquer. Il existe une infinité de textures de roches qui sont plus ou moins difficiles à reproduire. Afin de faciliter le choix de la roche à calquer, nous avons décidé d’utiliser la roche de la région, j’ai nommé le grès.


C’est une roche sédimentaire siliceuse résultant de la cimentation naturelle d’un sable, où les grains de quartz sont dominants. C’est donc un rocher aux propriétés abrasives importantes et qui pourrait être comparé à du papier de verre, l’inspiration de la fabrication de celui-ci serait intéressante pour notre problématique.
b) Nos inspirations
Le polyester est la première matière utilisée dans la mise en œuvre de prises d’escalade amovibles en résine. Le polyester est un matériau intéressant de par ses caractéristiques mécaniques propres aux thermodurcissables, notamment pour sa résistance à la flexion de l'ordre des 1000 kg/cm2 qui est la caractéristique la plus importante dans le cas des prises d’escalade. Le polyester reproduit parfaitement la sensation du rocher par la charge en sable/silice qui lui est associée. Afin d’obtenir un toucher identique à celui d’un rocher, les résines sont associées à de la silice ou des billes de verre. Les prises sont extrêmement résistantes à la friction liée aux chaussons d’escalade ce qui leur permet d’avoir une durée de vie en moyenne de 5 à 10 ans. L’inconvénient majeur du PE est sa faible résistance aux chocs qui contraint les constructeurs à fabriquer des prises pleines sans alvéoles, rendant les prises très lourdes. De plus, le procédé de mise en forme de cette matière est unique, cela se fait par moulée à l’aide d’un moule en silicon, la forme est généralement donnée par un patron en mousse modelé à souhait pour transmettre la porosité à la coulée. Le PE est également sensible aux lavages répétés.

Une idée instinctive pour remédier à ce problème aurait été de créer des alvéoles du côté non fonctionnelle de la prise tout en faisant attention à garder une bonne forme de renfort pour maintenir une rigidité suffisante à l’utilisation des prises. Malheureusement le polyester ne permet pas de mettre en œuvre cette innovation. La mise en forme de fines couches créerait d'importantes fragilités qui pourraient amener à la rupture de la prise lors de la réticulation ou de l'attache sur le mur. De ce fait, les seules prises alvéolées en polyester sont les prises dites “macro”, c'est-à-dire les prises ayant un volume suffisamment important pour maintenir une épaisseur de l’ordre de quelque centimètres.

Pour remédier à ce problème, il a fallu attendre plusieurs années avec l'arrivée de la résine polyuréthane. Celle-ci possède un module de flexion bien moins élevé que le polyester, permettant ainsi de créer des alvéoles tout en ayant une épaisseur de surface de l’ordre de quelques millimètres, allégeant ainsi les prises. Le PU est une résine qui offre également une légèreté aux prises d’escalade car à l'inverse du polyester elle ne nécessite pas d’être chargée. De plus, l’utilisation du PU permet d’obtenir des prises fines qui absorbent parfaitement les chocs et les déformations. Toutefois, le toucher des prises en PU n’est pas ressemblant à celui de la roche. Le PU est également assez coûteux et ne supporte pas bien les lavages à répétition.

Certaines prises appelées « macros » sont fabriquées en fibres de verre (ou GRP) afin de les rendre très légères et résistantes aux contraintes en flexion. Leur fabrication consiste à strater des couches de matt de fibre de verre avec de la résine de polyester où plus récemment avec de la résine de polyuréthane. L'état de surface quant à lui est différent des prises fabriquées par coulé, à la place d'être poreux, il est positif. La texture positive des prises macros permet d’obtenir un toucher très abrasif qui se détériore peu au fur et à mesure du passage des grimpeurs. Les prises en fibre de verre sont néanmoins très coûteuses et peu résistantes à la friction.
|
MATIÈRE |
POLYESTER + SILICE |
POLYURÉTHANE |
PU/PE +FIBRE DE VERRE |
|
PROPRIÉTÉS |
|||
|
TAILLE DES PRISES |
Toutes tailles de prises |
Toutes tailles de prises |
Uniquement les prises très grande dites “macros” |
|
DURÉE DE VIE |
De 5 à 10 ans en fonction de l'utilisation |
De 1 à 5 ans en fonction de l’utilisation |
De 1 à 5 ans en fonction de l’utilisation |
|
PRIX |
~50€/kg |
~70€/kg |
~100€/kg |
|
TOUCHER |
Similaire au grès grâce à la charge de sable |
Sensation grasse du plastique |
Sensation sec comme du papier de verre |
|
RÉSISTANCE MÉCANIQUE |
Faible résistance aux chocs et aux déformations |
Bonne résistance aux chocs et aux déformations |
Très bonne résistance aux contraintes mécaniques et aux déformations |
|
MASSE VOLUMIQUE |
Environ 1300 kg/m³ |
Environ 1100 kg/m³ + possibilité d'alvéoles |
Environ 1500 kg/m³ + entièrement creux |
|
RÉSISTANCE EXTERIEUR |
Coloration instable aux UV et aux lavages à répétition |
Coloration instable aux UV et aux lavages à répétition |
Coloration instable aux UV et aux lavages à répétition |
|
RUGOSITÉ |
Rugosité poreuse avec une bonne durabilité (Poreux + dureté) |
Rugosité poreuse moins durable que le polyester |
Rugosité positive, durabilité entre le PE et le PU |
Le principal problème des prises d’escalade en résine est leur recyclabilité. En effet, les prises d’escalade en PE, en PU et en fibre de verre sont difficilement voir pas recyclable ce qui pose problème étant donné leur durée de vie assez faible. Une fois la prise en fin de vie ou cassée, il est impossible de la réutiliser pour l'intégrer à nouveau dans un nouveau cycle de vie. Dans le contexte actuel de réduction de l’impact environnemental et de l’affluence grandissante de la pratique de l’escalade, l’enjeu est de mettre en œuvre des prises plus respectueuses.
c) Notre objectif
Pour ce projet notre but était de lier la conception d’un prototype en lien avec notre formation qui est la plasturgie, c’est-à-dire un choix matière porté sur les polymères et une transformation de matière associée, avec une partie innovante. En effet, notre travail doit se baser sur une idée nouvelle ou la modification d’un objet existant en ayant de nouvelles propriétés pour se démarquer.
Notre objectif doit alors répondre à une problématique qui nous a servie de ligne directrice tout au long de notre projet qui est :
Comment réaliser une prise d’escalade de façon à ce que son toucher nous rappelle la roche extérieure ?
Cette problématique est celle de beaucoup de concepteurs de prise d’escalade mais nous nous y ajoutons une idée nouvelle. En effet nous allons effectuer des prises d’escalades en thermoformage, qui est une technique peu utilisée dans ce domaine. Cependant le problème de ce type de prises est qu’elles ne sont pas assez abrasives comme les prises en résines faites en coulées.
II. L’avancement de notre projet :
a) Ideas FabLab
A l’aide du logiciel Ideas, nous avons pu énoncer et ordonner les différents problèmes liés à la conception des prises d’escalade actuelles. La principale problématique rencontrée est celle dont notre projet fait le sujet c'est-à-dire l'amélioration du toucher des prises d’escalade. D’autres problèmes s'ajoutent : le procédé de fabrication de la majorité des prises d’escalade sur le marché n’offre pas la possibilité de fabriquer des prises aux formes diverses et variées, l’utilisation des prises d’escalade est limitée par leur durée de vie ou encore celles-ci ne sont pas recyclables.
Une fois ses contraintes exposées, des solutions existantes sont mises en avant pour chacune d’entre elles mais entraînent à leur tour de nouvelles problématiques à résoudre. Ainsi, lors de la fabrication des prises d’escalade, il est nécessaire de prendre en compte les paramètres liés au poids de la prise, à la texture de sa surface, à l'absorption d’humidité mais aussi au coût et au temps de fabrication.

Une fois les contraintes formulées, nous avons pu émettre les contradictions qui subsistent vis-à-vis de la conception de prises d’escalade dans le but de générer des solutions à ces problèmes.
Nous avons donc mis en avant le fait que nous souhaitions améliorer la rugosité de la surface des prises d’escalade tout en s’appliquant à ce que les propriétés mécaniques soient satisfaisantes. L’intérêt de cette étape est de faire varier les caractéristiques que nous souhaitons minimiser ou maximiser et de générer des solutions à cette problématique.
Le logiciel nous a donc proposé plusieurs solutions inventives, notamment le fait de changer la couleur des prises d’escalade ou bien de changer de procédé de fabrication.

Nous nous sommes dans un premier temps particulièrement penchés sur la solution qui vise à changer la couleur des prises d’escalade, car même si cela ne semble pas réellement répondre à notre problématique, cela représente une innovation intéressante.
Finalement, plutôt que d’améliorer la rugosité de la surface des prises d’escalade, l’idée était d’introduire un colorant dans la prise de façon à ce qu’il migre à la surface lorsque la prise n’est plus utilisable et doit être changée. Cela correspondrait à un indicateur d’usure directement intégré dans la prise d’escalade elle-même. La complexité était donc de trouver un colorant possédant la capacité de migrer en surface une fois celle-ci usée. Malgré de nombreuses recherches et l'envoi de mails à des laboratoires, nous n’avons pas réussi à trouver un tel colorant, ce qui nous a contraint à changer de bord d’attaque.
Dans un second temps, nous nous sommes intéressés à une autre solution inventive proposée par le logiciel, celle-ci avance le fait de changer le procédé de fabrication de l’objet. Comme expliqué précédemment les prises d’escalade sont majoritairement moulées en résine, un procédé qui ne permet pas de réaliser des prises recyclables. Le thermoformage semble alors être une bonne alternative dans le cas des prises d’escalade puisque celui-ci rend possible l’utilisation de matières recyclables, permet de creuser la forme intérieure de la prise de façon à l’alléger et offre une meilleure modularité pour les formes.

b) Conception et transformation innovante
Notre principal objectif est de changer le procédé de fabrication en regroupant tous les avantages de chaque procédé déjà existant et en les comparant avec les procédés que nous connaissons. Il existe trois principaux procédés auxquels nous allons nous référer, l’injection, l’extrusion et le thermoformage.
L’extrusion n’est pas adaptée à ce genre d’utilisation.
En ce qui concerne l’injection, il serait intéressant de désigner des outillages adéquats à la création de prises. Cependant les outillages sont très coûteux et l'industrie de l’escalade n’est pas assez répandue pour permettre leur rentabilisation. De plus, dans le cadre de notre projet, l’étude de ce procédé n’est pas adaptée.
Enfin le thermoformage nous semble être le procédé le plus adéquat dans le cas de notre innovation. Celui-ci permet à une feuille/plaque de venir épouser la forme d’un moule positif ou négatif.
Une fois ce constat mis en avant, nous avons décidé de prototyper une prise d’escalade en thermoformage. De ce fait, nous pourrons obtenir des pièces recyclables voire même biosourcées avec un cycle de fabrication considérablement plus rapide en comparaison des prises d’escalade classiques.
Plusieurs étapes doivent être réalisées pour pouvoir obtenir un prototype de prise. En effet, il faut dans un premier temps créer un moule de thermoformage respectant différentes règles nécessaires au fonctionnement du procédé. Une fois le moule réalisé, la recherche de réglages optimaux est indispensable de façon à ce que la feuille/plaque épouse au mieux la forme du moule. Nous savons que les polymères peuvent avoir différents traitements de surface, cependant aucun d’entre eux ne répondent aux critères liés à l’abrasivité. Il est donc indispensable de trouver une solution à cette problématique. Pour finir, la prise doit être fixée sur un mur, la dernière étape est donc de déterminer un système de fixation efficace.
c) Le choix matière
Une fois l’idée du thermoformage trouvé, le choix de la matière est primordial. Étant donné que les prises auront la même finalité que celles faites en polyester ou en polyuréthane, les propriétés requises sont similaires, à l’exception de la masse qui n’est pas contraignante dans le cadre du thermoformage. En ce qui concerne les états de surface, il est aussi important que la matière puisse être collée afin de modifier son toucher.
Les propriétés mécaniques les plus importantes dans notre cas de figure sont la capacité de la matière à être déformable et à absorber les chocs. Les matières thermoformables les plus favorables de répondre à ces critères sont :
- Le polycarbonate / PC : Très bonne résistance aux chocs et aux déformations.
- Le polyméthacrylate de méthyle acrylique / PMMA : Bonne résistance aux chocs et aux déformations.
- Acrylonitrile butadiène styrène / ABS: Grande résistance aux chocs et bonne dureté.
Le choix matière pour les tests de prises en thermoformage :
|
Attribut / Matière |
ABS |
PC |
PMMA |
|
|
Attribut |
||||
|
Température de transformation |
De 130°C à 180°C |
De 170°C à 200°C |
De 150 à 190°C |
|
|
Température du moule |
~80 °C |
~130 °C |
~90 °C |
|
|
Durée de vie |
Au alentour de 5 ans |
Au alentour de 15 ans |
Au alentour de 20 ans |
|
|
Résistance mécanique |
Module de flexion : 2200 MPa Choc Charpy : 60 kJ/m2 |
Module de flexion : 2300 MPa Choc Charpy : 35 kJ/m2 |
Module de flexion : 2400 MPa Choc Charpy : 20 kJ/m2 |
|
|
Pigmentation |
oui |
oui |
oui |
|
|
Coût |
||||
|
Recyclage |
oui |
oui |
oui |
|
Ces trois matériaux s'équivalent sur les différents critères requis pour les prises. Le principe sera donc de tester ces différentes matières avec différentes épaisseur de feuille et voir laquelle répond le mieux à nos attentes.
III.Réalisation du prototype
A) Phase de conception de la “pince”
Afin de donner une forme à notre prise, nous avons décidé de le faire en modélisation 3D, contrairement à l’industrie qui le fait généralement grâce à des patrons en mousse polyuréthane. Le fait de le faire en mousse offre une prise en mains déjà connue lors de l'élaboration. En revanche, elle engendre beaucoup de déchets et les modifications sur le moule sont irréversibles.
La conception à l’aide de logiciel de modélisation permet une grande liberté de retour en arrière et de création de formes.
Malheureusement elle ne permet pas d’obtenir un retour immédiat au touché comme le permet le shape de mousse.
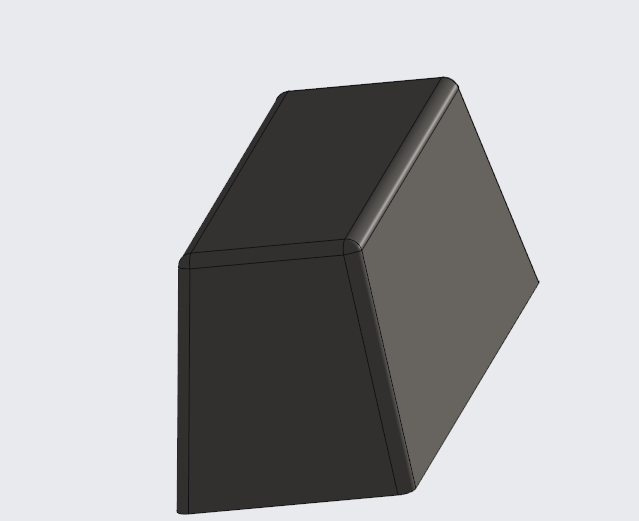
Nous avons donc travaillé sur le logiciel CREO Parametric au sein de l’INSA pour réaliser la création de la forme de la pièce. Nous avons décidé de commencer les tests de procédé avec une forme simple, à savoir un solide trapézoïdale, une forme qui satisfait les règles de thermoformage grâce à ces dépouilles importantes.
Ce style de prises est appelé “pince” dans le monde de l’escalade et est très apprécié par les grimpeurs, reproduisant l’effet de serrage d’une colonnette sur falaise.
Une fois cette modélisation finie, nous avions pensé à utiliser la machine d’usinage de stratoconception pour créer le moule. Avec une seule plaque d'aggloméré d’une épaisseur de 10mm, nous avons pu obtenir une forme comportant huit strates. Afin de solidifier le tout, les strates ont été collées avec de la colle à bois pour obtenir un moule solide lors du thermoformage. Le fait de poncer le moule une fois collé permet de rattraper les imprécisions dues à la stratoconception. Le ponçage à été fait en commençant par du grain P80, puis
en réduisant petit à petit la taille de celui-ci pour finir avec un grain bien plus fin P500.

Compte tenu de la forme du moule obtenue, il a fallu trouver un moyen de créer une aspiration optimale pour que la feuille/plaque épouse parfaitement le moule. Grâce à notre expérience en thermoformage, nous avons tout de suite pensé à une aspiration périphérique. Cette aspiration est très facile à mettre en œuvre et est plus efficace que de simples petits trous.
Étant donné la surface plane sur le dessus du moule, il y a un risque que de l’air y reste bloqué, ce phénomène est causé par l’enfoncement mécanique du moule dans la plaque lors de la montée du moule. Celui-ci est encore plus fréquent si un bullage est mis en place avant la montée du moule. Pour éviter que ce phénomène ne se produise, nous avons usiné un trou d’aspiration d’un diamètre de seulement 1mm sur le dessus du moule à l’aide d’une perceuse amovible, de façon à ce que la matière ne puisse pas s’y introduire
l’aspiration de ce trou soit optimisée, nous avons percé un trou de 3mm de diamètre sur les deux tiers de la hauteur en terminant avec le trou

Nous avons par la suite collé le moule à un plateau adapté aux tailles de la thermoformeuse de l’insa afin de pouvoir commencer nos tests. Pour ce faire, nous avons collé trois épaisseur de double face afin de surélever le moule pour laisser l’espace d’une fine fente. Celle-ci doit permettre à l'aspiration de se faire mais doit empêcher la matière de passer. Le placement de la pièce est aussi important, nous avons positionné les longueurs les plus importantes parallèles à la longueur de la plaque afin de faciliter l’aspiration et avoir une épaisseur plus régulière. Nous avons pris la précaution de mettre le centre du moule au-dessus du trou d’aspiration.

Nous avons commencé nos tests avec des feuilles de Polystyrène choc d’une épaisseur de 750 microns. Étant donné que nous avons un moule avec une hauteur importante, il est important de faire un bullage pour limiter la variation d’épaisseur lors de l’aspiration. Notre premier essai a été fait avec une température de 185°C et un bullage de 0.3 seconde. Après étude de la première moulée, tout semble avoir bien fonctionné, que ce soit, au niveau de l’aspiration et du démoulage de la plaque. La prise est agréable en mains mais est malheureusement beaucoup trop souple. Ce test servait simplement à vérifier que le moule fonctionnait correctement et qu’il n’y avait pas de problème de blocage de l’air ou de bulle.

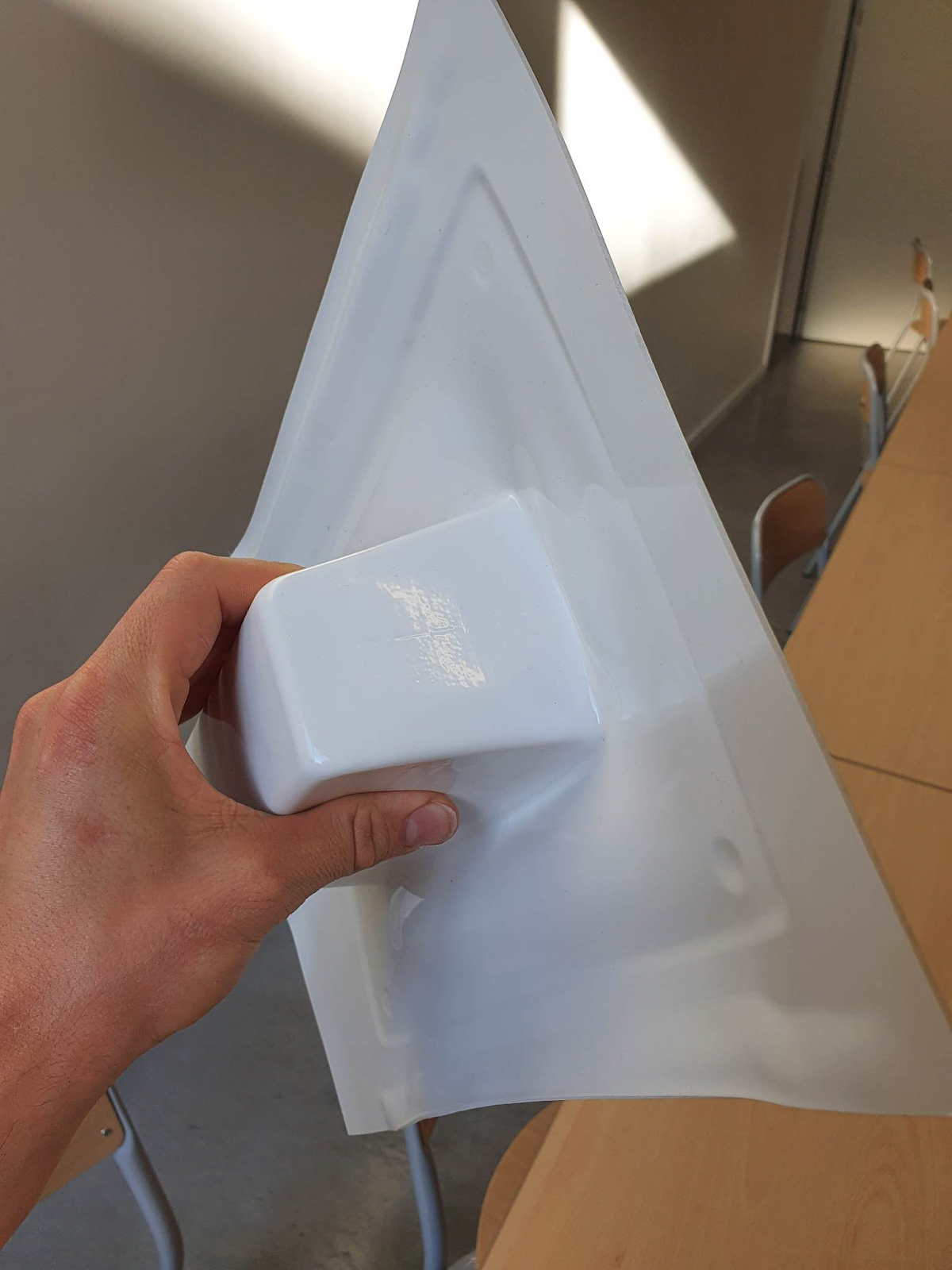
Afin de réduire cette flexibilité, nous avons donc utilisé du PMMA, qui est l’un des matériaux qui répond le mieux à nos attentes. Pour ce deuxième essai, nous avons modifié les paramètres étant donné que la matière est différente. Nous avons réglé la température à 190°C avec un bullage de 1 seconde. Voici ci-contre la moulée obtenue de cet essai, on peut remarquer que l’aspiration se fait parfaitement sur toute la périphérie.
Malheureusement, nous avons constaté lors de la descente du monte que celui-ci peine à descendre entraînant une déformation à la base de la plaque, d’où cet effet gondolé. Nous en avons déduit que le retrait du polymère lors du refroidissement exerce une force bien trop importante sur le moule pour que celui-ci descende convenablement. Pour que la plaque gondole, la matière ne devait pas être la bonne température pour être démoulée. En ce qui concerne la flexibilité de la moulée, celle-ci est encore trop importante car lors de la prise en mains et donc du serrage la prise se déforme.
Le refroidissement de la matière occupe une place importante dans le procédé de thermoformage. La régulation du moule est également primordiale, elle permet à la matière d’adhérer le moins possible sur celui-ci. Malheureusement, le modèle de thermoformeuse de l’INSA ne possède pas de système de régulation, ce qui met en défaut notre proces. Pour remédier à cela, nous sommes contraints d’augmenter la température de transformation pour compenser cet écart.
Pour remédier à cette flexibilité, nous avons donc décidé d’augmenter l'épaisseur des plaques utilisées, passant cette fois-ci à une épaisseur de 3mm. Nous avons augmenté la température demandée pour atteindre les 190°C, justifiée par l’épaisseur de la plaque. En effet, les Polymères étant des bons isolants thermiques, la température captée à la surface de la plaque est en conséquent plus grande que celle à son opposé. De même que pour la température, le bullage est aussi influencé par l’épaisseur de la plaque. Plus la plaque est épaisse, plus la force de bullage devra être importante pour atteindre la hauteur de bullage requise. Nous avons par conséquent augmenté le temps de bullage à 3 secondes.
Nous avons remarqué que la matière n'était pas suffisamment chaude dans son entièreté. La plaque a glissé sous le serre-flan à cause de la contrainte appliquée sur celle-ci lors de la montée du moule. La matière n'étant pas assez visqueuse, l’aspiration n’a eu aucun effet. Nous en avons donc déduit que la matière était chauffée beaucoup trop vite sur le dessus et n’avait pas le temps d'être à la température constante sur toute son épaisseur. Cet essai à mis en forme nos hypothèses sur l’isolation thermique du plastique. Pour ce fait, nous avons décidé de baisser la puissance des chauffes sans pour autant toucher à la température ciblée, ni au bullage. La puissance a donc été diminuée à 80% sur les deux panelles centrales, afin de laisser à la température le temps de traverser toute l'épaisseur. Nous avons donc mis une nouvelle plaque et relancé un test. À la suite de celui-ci nous avons obtenu une moulée avec un grand manque d’aspiration et une petite surprise en plus ! Le moule est resté coincé dans la moulée, il a fallu découper la moulée pour pouvoir le sortir.

En observant la moulée, nous nous sommes rendu compte que l'enfoncement mécanique était visible et se ressentait au toucher. De plus, malgré la forte épaisseur de la plaque, les faces qui doivent supporter les contraintes appliquées par les mains sont encore trop souples.
Même en optimisant les caractéristiques du thermoformage, il y aura toujours ce problème de sur-épaisseur dû à l'enfoncement mécanique. Pour remédier au décrochage du moule, nous aurions pu l'accrocher à l’aide de vis mais nous doutions de la résistance de l'aggloméré à ce renforcement. Nous avons pris l'initiative de recommencer à zéro afin de faire une prise plus complexe mais moins haute de façon à avoir des formes plus intéressantes pour éviter la flexion de la face fonctionnelle.
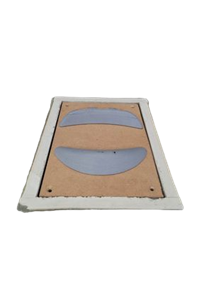
B) Phase de conception de la prise “banane”
La prise “banane” est une prise permettant une accroche franche avec des courbes plus typiques des prises d’escalades traditionnelles.


De la même manière que pour la modélisation précédente, la prise a été conçue à l’aide d’un fichier CREO suivi de la création du moule en stratoconception.
Grâce à une plus faible hauteur et une courbe sur la partie supérieure de la pièce, il est plus aisé d’effectuer le démoulage des prises. Il reste tout de même un retrait important lors du refroidissement sur les feuilles de fortes épaisseurs. Une fois encore, le moule n'étant pas thermorégulé, la feuille aura tendance à s’y coller. Afin d’essayer de limiter cet effet, nous avons peint le moule. Pour faciliter le décollement de la plaque sur le moule dû à la contrainte de retrait/collage, nous avons vissé minutieusement nos deux empreintes sur la plaque afin de ne pas impacter la surface fonctionnelle. L'aspiration se fait toujours à l’aide de fentes sur toute la périphérie de la pièce, nous avons sur le dessous du moule, créé une rainure afin de relier les deux points d’aspiration des deux empreintes, préalablement usinés. Même si le risque d'emprisonnement d’air lors de la montée du moule est bien moins grand, nous avons tout de même créé des petits trous d'aspiration sur le dessus.
Une fois le moule installé, nous avons pu lancer les tests avec du PMMA, en commençant avec des feuilles de 1.2 mm d’épaisseur pour voir si le moule est fonctionnel. A première vue, tout à l’air de bien fonctionner, au niveau de l’aspiration et du démoulage du moule. Étant donné que l’épaisseur de 1.2mm ne convient toujours pas à nos critères de résistance mécanique, nous avons procédé aux tests sur des plaques de 3mm d’épaisseur. A la suite de ces premiers tests, nous avons remarqué que notre moule ne supportait pas bien le démoulage des plaques à forte épaisseur. En effet, sur le dessus du moule, la peinture commençait à se décoller, suivie de l’arrivée de fissures.

Nous avons donc décidé de fabriquer un nouveau moule identique au précédent, en considérant que le temps d'attente de séchage de la colle et de la peinture étaient trop courts. Cependant, après avoir testé le nouveau moule, les mêmes problèmes ont réapparus. Avant que le moule ne devienne inutilisable en raison de sa fragilité, nous avons réussi à thermoformer suffisamment de modèles pour pouvoir passer aux prochaines étapes de notre projet.
Les plaques thermoformées de PMMA de 3 mm ont répondu cette fois-ci parfaitement à nos attentes : les prises ne se déformaient pas lorsqu'elles étaient tenues en mains.
C) Découpe des moulées
Afin de donner vie aux prises, nous avons dû découper la matière pour rendre leur surface adaptée au mur d'escalade. Dans un premier temps, nous avons utilisé une scie sauteuse pour effectuer des découpes rapides sur nos moulées. Malheureusement, cette méthode n'était pas précise et l'outil dont nous disposions ne nous permettait pas d'obtenir la largeur souhaitée.
Nous avons donc opté pour la découpe laser, qui allie précision et rapidité. Bien que le réglage ait été difficile à trouver pour obtenir une coupe précise à l'endroit souhaité, une fois le programme mis en place, nous avons pu effectuer des découpes en série. Nous avons rencontré des problèmes de brûlures causés par une puissance excessive du laser, mais nous avons pu les corriger afin d'obtenir des coupes nettes. L'objectif était de laisser au moins 1,5 cm pour pouvoir ajouter le système de fixation à nos prises.
D) Etat de surface des pièces
L'objectif d'une prise d'escalade est d'avoir une surface suffisamment abrasive pour permettre une adhérence facile de la main ou des chaussons du grimpeur. Les moulées obtenues après thermoformage étaient naturellement lisses, notre problématique était donc de trouver un moyen de créer une texture adhérente. Nous avions deux idées en tête :
- Dans un premier temps, nous avions envisagé de sabler la pièce, c'est-à-dire d'attaquer la surface avec du sable projeté sous pression. Cependant, nous avons décidé d'écarter cette méthode car la surface des moulées n’est pas suffisamment rugueuse pour permettre le bon fonctionnement de ce procédé.
- Dans un second temps nous avons mis en avant, l’abrasivité conséquente du papier. Le papier de verre est un exemple parfait en ce qui concerne les surfaces rugueuses. Principalement utilisé pour le ponçage, il pourrait être une bonne piste de réflexion pour obtenir notre surface finale.
Nous avons jugé que reproduire la texture du papier de verre sur notre surface était la solution la plus pertinente. La fabrication du papier de verre suit un processus similaire pour les différentes marques, avec un principe simple : coller du corindon avec de la colle sur du papier. En se basant sur un processus aussi simple, nous avons décidé de créer notre propre méthode avec les moyens dont nous disposions.
Dans un premier temps, comme pour le papier de verre, nous souhaitions créer des surfaces abrasives avec plusieurs tailles de grain. En fonction de la taille du grain, l'appréhension au toucher est complètement différente et peut être agréable ou non.
Nous avons donc récupéré du gravier grossier dans les locaux Génie civil de l’INSA afin de trier la taille des grains à l’aide de tamis. Après avoir tamisé le gravier, nous avons pu obtenir différents intervalles d’épaisseur de grain :
- des grains supérieur à 0.5mm qui ne seront pas utilisés lors de nos tests dû à leurs tailles qui aboutirait à un surface bien trop abrasive
- des grains entre 0.5 mm et 0.4 mm qui seront sujets de notre étude
- des grains entre 0.4 mm et 0.3 mm qui seront sujets de notre étude
- des grains entre 0.3 mm et 0.2 mm qui seront sujets de notre étude
- et enfin les grains restants, inférieurs à 0.2mm, trop fins pour une surface satisfaite au touché.
Une fois nos grains de sable triés, nous nous sommes penchés sur la façon avec laquelle nous allions les coller sur le PMMA. Grâce aux TP de Plasturgie 8, nous avons pu établir plusieurs options de collage. Afin de coller le sable sur du PMMA, nous avons utilisé de la colle bicomposant époxy, du gelcoat connu pour ses propriétés mécaniques et de collage et finalement la résine polyester. Pour procéder à des tests, nous avons créé différents échantillons de plaque de PMMA sur lesquels nous avons collé avec les matières citées précédemment notre sable.
Dans un second temps nous avons, seulement avec le gelcoat, testé si la texture et la durabilité des grains à rester sur la plaque étaient meilleures lorsque nous mélangeons les grains avec la résine ou en les saupoudrant par dessus.
A la suite du séchage complet, nous avons observé que la texture des prises était beaucoup moins abrasive quand les grains étaient mélangés directement avec la résine. En effet, lorsque les grains étaient seulement saupoudrés sur la résine, cela permettait au moment du toucher d’avoir la main en contact direct avec le sable et en conséquent d’obtenir une surface beaucoup plus agréable.

Sur des échantillons similaires aux précédents, nous avons appliqué une couche de chaque colle de manière homogène puis saupoudré nos sables de différentes épaisseur. Le lendemain les échantillons étaient donc prêts à subir les tests de durabilité, malheureusement seulement au toucher, la colle bicomposant epoxy n’a absolument pas séché et les grains pouvaient être enlevé facilement à la main. Quant aux résines polyester et aux gelcoat, les deux avaient parfaitement catalysé. Afin de tester la résistance du collage, l’utilisation d’un karcher haute pression paraissait la plus adéquate. En effet, le nettoyage des prises se fait principalement au karcher et c’est de loin la contrainte la plus importante appliquée sur les prises toute le long de leur utilisation. Afin de simuler plusieurs lavage de la prise à une distance de 50cm,
nous avons laissé pendant deux minutes le karcher au ras de l'échantillon à pleine puissance. On voit bien une dégradation de la texture par l'enlèvement des grains, nous avons remarqué que la qualité du collage dépendait du rapport entre l'épaisseur du grain et l’épaisseur de la surface de résine. Plus le grain est emprisonné dans la résine, plus celui-ci est retenu et aura du mal à sortir de son emplacement.
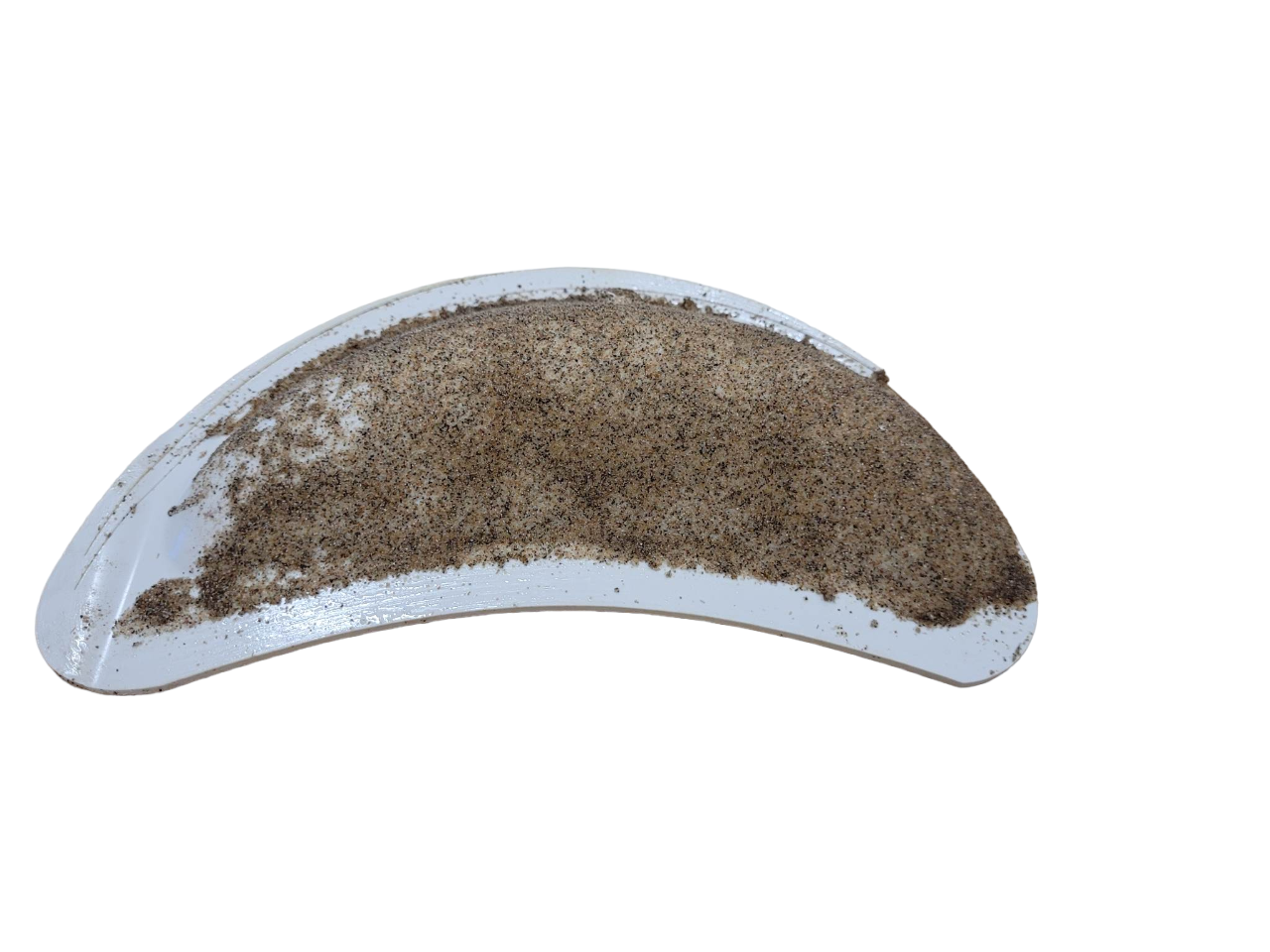
Grâce à ces remarques, nous avons pu reproduire de manière optimale le collage des grains sur nos prises. Cette fois-ci, en ajoutant une petite amélioration, nous avons poncé avec du P80 nos surfaces pour que la résine s’y colle mieux. Une fois la réticulation de la résine faite, il ne reste plus qu’une étape pour que la prise soit sur le mur.
E) Fixation
Les murs d’escalade sont équipés d’inserts pour accueillir des vis CHC M8, cependant les prises qui permettent ce genre de fixation ont une morphologie bien différente des nôtres. En effet, nos prises ne peuvent pas accueillir ce genre de système de fixation. Les murs sont construits en bois et permettent d’accueillir les prises fixées à l’aide de vis à bois, cette méthode est la seule manière de pouvoir fixer la prise de la façon souhaitée mais aussi la seule permettant de résister au poids d'un humain. Nous avons donc positionné nos trous de plusieurs manières afin de déterminer laquelle est la plus adéquate pour exister aux contraintes qui peuvent lui être appliquées. Afin de répartir l’effort de la vis sur la prise, nous avons positionné des plaquettes pour empêcher son arrachement. Nous avons testé l’adhérence et la fixation de celle-ci sur un mur de la salle HUECO en centre ville. Nous avons pu constater une bonne tenue de la prise au mur et en mains.

La suite du projet est encore en cours pour pouvoir, un jour, les commercialiser...
VI.Conclusions et améliorations
Pour finir, ce projet sur les prises d'escalade en thermoformage a été une expérience enrichissante et réussie. Nous avons pu explorer les avantages de cette technique de fabrication, qui offre des possibilités infinies en termes de formes, de textures et de performances pour les grimpeurs.
Grâce à notre recherche approfondie et nos connaissances dans le domaine, nous avons pu concevoir et produire des prises d'escalade uniques et innovantes. Ces prises offrent un système d’adhérence innovant, une durabilité accrue et une plus grande légèreté que les prises actuelles, ce qui en fait des outils essentiels pour les amateurs et les professionnels de l'escalade.
De plus, notre approche respectueuse de l'environnement en utilisant des matériaux recyclables et en minimisant les déchets de production a été un aspect clé de notre projet. Nous avons démontré qu'il est possible de concilier performance et durabilité dans le domaine de l'escalade, en offrant aux grimpeurs une solution respectueuse de l'environnement sans compromettre la qualité.
Nous sommes convaincus que nos prises d'escalade en thermoformage peuvent avoir un impact significatif sur la communauté des grimpeurs. Elles ouvrent de nouvelles possibilités pour les entraînements, les compétitions et les parcours d'escalade, en offrant des défis variés et stimulants.
En conclusion, ce projet a été une grande réussite. Nous avons développé des prises d'escalade en thermoformage de hautes qualités, respectueuses de l'environnement et offrant des performances exceptionnelles. Nous espérons que notre travail inspirera d'autres innovateurs et passionnés d'escalade à repousser les limites de ce sport passionnant.
V.Bibliographie
La fabrication des prises d’escalade : https://lafabriqueverticale.com/fr/prise-escalade-mutation-developpement/https://lafabriqueverticale.com/fr/prise-escalade-mutation-developpement/
https://lafabriqueverticale.com/fr/conception-prises-escalade/
D’autre innovation inspirante : https://lafabriqueverticale.com/fr/prise-escalade-mutation-developpement/https://lafabriqueverticale.com/fr/prise-escalade-mutation-developpement/https://lafabriqueverticale.com/fr/prise-escalade-mutation-developpement/.
Datasheet PMMA : https://static.eriksgroup.com/nl-be/datasheets/transparante%20kunststoffen/eriks%20-%20pmma%20datasheet.pdf
Datasheet ABS : https://www.farnell.com/datasheets/2310520.pdf
Datasheet PC : https://static.eriksgroup.com/nl-be/datasheets/transparante%20kunststoffen/eriks%20-%20pc%20datasheet.pdf
Cours de thermoformage Plasturgie 6 : https://moodle.insa-strasbourg.fr/pluginfile.php/135688/mod_resource/content/0/cours_thermoformage_v2022.pdf
Fabrication papier de verre : https://www.milleetunefeuilles.fr/blog-1001-feuilles/Tous-ces-papiers-ephemeres-10-le-papier-de-verre
Auteurs : PL3 - 2023 - groupe n°5

GALAN Léa
PL3 - 2023 - PL3 - 2023 - groupe n°5
Castanet Adrien
PL3 - 2023 - PL3 - 2023 - groupe n°5
Delacôte Antonin
PL3 - 2023 - PL3 - 2023 - groupe n°5
Cecchet Xavier
PL3 - 2023 - PL3 - 2023 - groupe n°1 PL3 - 2023 - groupe n°2 PL3 - 2023 - groupe n°3 PL3 - 2023 - groupe n°4 PL3 - 2023 - groupe n°5 PL3 - 2023 - groupe n°6 PL3 - 2023 - groupe n°7 PL3 - 2023 - groupe n°8 PL3 - 2023 - groupe n°9